Vue d'ensemble Machines de formage de rouleaux à double étage
Les profileuses à double étage sont des équipements industriels utilisés pour plier et former des feuilles de métal en profils et formes personnalisés. Elles utilisent deux jeux de cylindres disposés en quinconce en ligne pour plier progressivement la tôle en deux étapes, ce qui permet de créer des formes plus complexes et plus précises.
Principales caractéristiques des profileuses à double étage :
| Fonctionnalité | Description |
|---|---|
| Deux étapes de profilage | Contient deux séries de stations de matrices à rouleaux disposées consécutivement pour plier la feuille en deux étapes |
| Profilage avancé | Le cintrage incrémental en deux étapes permet de réaliser des formes et des profils complexes. |
| Précision | Le calibrage précis entre les rouleaux supérieurs et inférieurs assure une grande précision de formage. |
| Flexibilité | Les systèmes de changement rapide de rouleaux permettent de changer rapidement de profil |
| Efficacité | Le processus automatisé en ligne améliore le rendement et réduit la main-d'œuvre |
| Rentabilité | Coûts d'outillage réduits par rapport à d'autres méthodes de pliage |
Types de profileuses à double étage
Il existe deux types principaux de profileuses à double étage :
Profileuses horizontales à deux étages
- La feuille est alimentée horizontalement par deux stations de rouleaux en ligne.
- Empreinte compacte, agencements flexibles
- Réduction des besoins en énergie de formation
- Convient aux profils de longueur courte à moyenne
Profileuses verticales à deux étages
- La feuille est alimentée verticalement à travers les lits de rouleaux supérieurs et inférieurs.
- Encombrement plus important, forces de formage plus élevées
- Manipulation de profils et de feuilles plus longs
- Précision accrue du formage pour les formes complexes
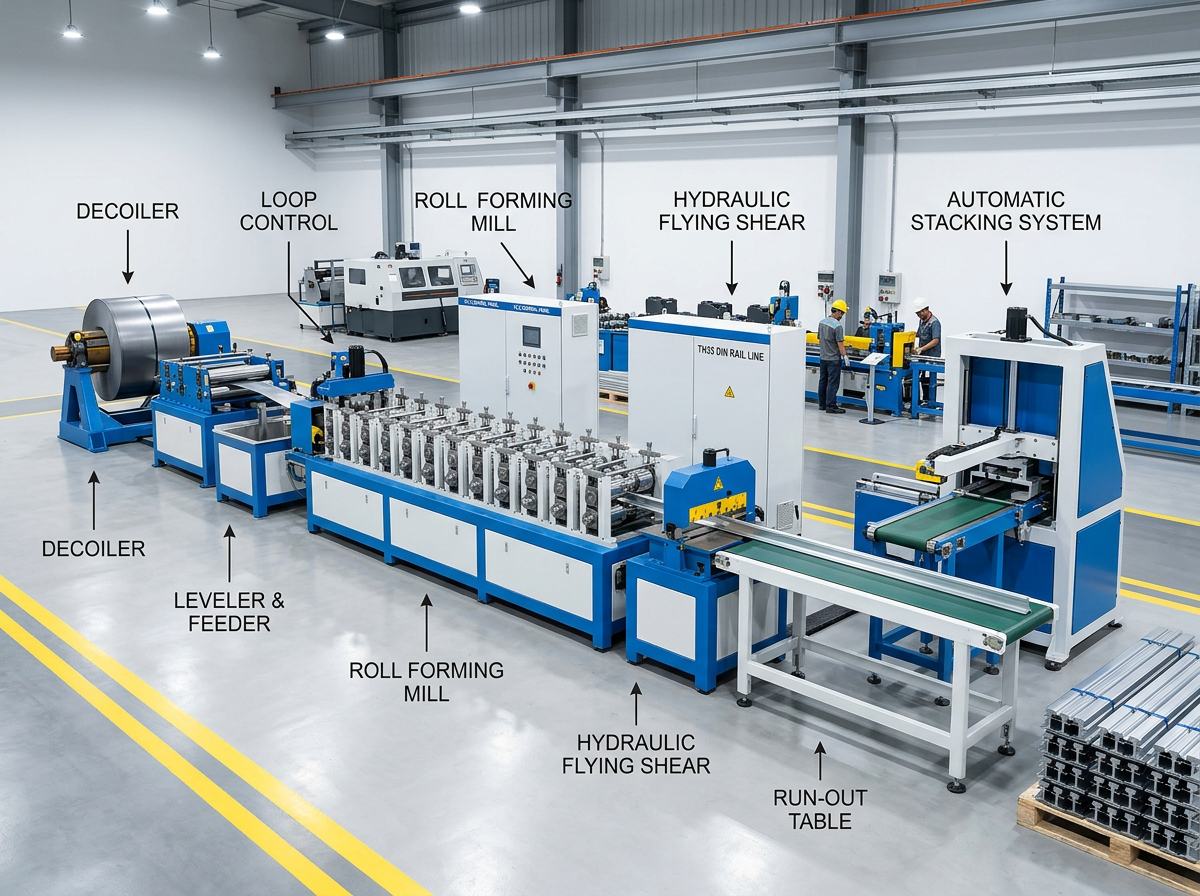
Principaux éléments
Les profileuses à double étage sont composées de
- Dévoilement : Introduit les bobines de métal dans la ligne de laminage
- Lisseur : Supprime la courbure de la bobine et aligne la feuille
- Le rouleau de la première étape meurt : Pliage incrémentiel initial de la tôle
- Le rouleau de la deuxième étape meurt : Finition du pliage de la tôle au profil final
- Servomoteurs : Assurer un contrôle synchronisé des mouvements
- Unités de poinçonnage : Perforation, découpe, poinçonnage en option
- Tables de sortie : Soutient le profilé formé et le redresse
- Contrôleur : Contrôle le mouvement séquentiel et l'actionnement de la matrice
Normes de conception et de fonctionnement
Les laminoirs à double étage sont conçus pour répondre aux normes suivantes :
- ISO 9001 - Gestion de la qualité
- Certification de sécurité CE
- ISO 12100 - Sécurité des machines
- Normes de compatibilité électromagnétique
Les machines sont conçues pour une utilisation industrielle intensive et présentent les caractéristiques suivantes :
- Construction d'un cadre en acier soudé
- Rouleaux et matrices trempés
- Roulements étanches et lubrifiés
- Capteurs de protection contre les surcharges
- Des protections conformes aux codes de sécurité
Des composants de précision assurent la précision du formage :
- Parallélisme des rouleaux ±0,02mm
- Finition de la surface du rouleau 1,6μm
- Grande stabilité de la boîte de vitesses <2 arcmin

Applications du laminage à double étage
Les profileuses à double étage sont idéales pour la production :
| Applications de profil | Utilisation dans l'industrie |
|---|---|
| Panneaux de toiture métalliques | Construction, infrastructure |
| Revêtement mural | Construction, architecture |
| Cadres structurels | Construction, automobile |
| Étagères et rayonnages | Entreposage, commerce de détail |
| Glissières de sécurité | Infrastructures de transport |
| Cadres de porte | Construction, infrastructure |
| Cadres de panneaux solaires | Énergies renouvelables |
Avantages de l'utilisation du profilage à deux étages :
- Géométries complexes de canaux, de boîtes et de cadres
- Précision dimensionnelle accrue
- Des vitesses de production plus élevées
- Réduction des coûts d'outillage
- Production en flux tendu
Spécifications de l'équipement
Les profileuses à double étage sont disponibles dans des configurations standard ou personnalisées :
| Spécifications | Détails |
|---|---|
| Longueur de formage | 1m - 10m standard (personnalisé sur demande) |
| Capacité en largeur | Jusqu'à 1650 mm (65″) |
| Epaisseur du matériau | Acier et aluminium de 0,3 mm à 3 mm |
| Diamètre du rouleau | ≥150mm acier trempé |
| Réglage du rouleau | Précision de ±0,02 mm |
| Vitesse de formage | 10 - 25 m/min standard (personnalisable) |
| Moteurs d'entraînement | servo, réducteur AC vectoriel ou fréquence variable |
| Contrôle des machines | Écran tactile PLC et HMI |
| Niveau sonore | <80 dB avec enceinte acoustique |
Styles de présentation des machines
- Disposition compacte - Encombrement réduit pour économiser de l'espace
- Disposition accessible - Accès ouvert pour faciliter l'entretien
- Une mise en page flexible - Sections modulaires pour les accessoires optionnels
- Mise en page personnalisée - Adapté aux exigences du produit
Équipement de manutention
- Systèmes de chargement de bobines - Chargement électrique ou manuel des bobines
- Voiture à bobine - Racks à bobines de plusieurs tonnes pour un chargement rapide
- Dérouleur - Prédressage et déroulage de bobines de métal
- Fosse de bouclage - Permet des différences de vitesse entre les étapes
- Tables de sortie - Soutenir et redresser les profils finis
- Système de convoyage - Transmet la sortie à l'opération suivante
Options supplémentaires
- Poinçonnage - Découpes, grilles, trous, fentes
- Gaufrage - Empreintes de motifs sur la surface
- Contrôle de la qualité - Jauges de contrôle de l'épaisseur, du carrossage
- Empilage - Empilage et comptage automatiques
- Pliage - Coudes et formes après formage
- Matériaux - Métaux spéciaux comme le laiton, le cuivre
Exigences en matière d'installation
- Plancher rigide et plat pour résister aux forces de la machine
- Espace minimum de 4m x 2m pour les petites unités
- Alimentation électrique triphasée d'une capacité de 30 à 50 kVA
- Conduite d'air comprimé (5-7 bar)
- Systèmes d'évacuation des fumées
Préparation du site
- Fondations en béton avec ancrages pour sécuriser la machine
- Installation des services - tranchées et conduits
- Appareils de levage - grues, crics pour positionner la machine
- Éclairage, plates-formes d'accès et garde-corps si nécessaire
Opérations et contrôle
Séquence de production typique
- Charger la bobine de métal sur la dérouleuse
- Les feuilles sont introduites dans la planeuse et les rouleaux du premier étage.
- Le formage à la première étape plie la tôle de façon incrémentielle
- Transfert de la feuille vers le deuxième étage avec bouclage
- La deuxième étape complète le cintrage jusqu'au profil final
- Le stock formé sort sur une table ou un convoyeur
- L'opérateur empile les pièces finies
Modes de contrôle
- Manuel - Fonctions JOG individuelles pour les moteurs
- Semi-automatique - Exécution automatique avec invites manuelles
- Entièrement automatique - Exécute toute la séquence par programme
- Mémoire de recettes - Mémorisation des programmes pour chaque profil
Interface opérateur
- IHM à écran tactile couleur
- Affichage graphique avec animations de la machine
- Touches de fonction pour le contrôle manuel
- Affiche l'état de la machine, les capteurs, les défauts
- Interface de programmation
Interface de communication
- Ethernet industriel ou bus de terrain
- Échange de données avec le serveur OPC
- Diagnostic, surveillance et contrôle à distance
- Enregistrement des données de production
- Mise en réseau des systèmes de gestion
Procédures d'entretien
Activités de maintenance régulières :
| Tâche | Calendrier |
|---|---|
| Inspecter l'outillage de roulage | Quotidiennement |
| Contrôler les niveaux de lubrification | Quotidiennement |
| Nettoyer les débris de la machine | Quotidiennement |
| Essais fonctionnels | Hebdomadaire |
| Vérifier la tension de la courroie/chaîne | Hebdomadaire |
| Vérifier la pression hydraulique | Hebdomadaire |
| Inspecter le câblage électrique | Mensuel |
| Programmes de contrôle des sauvegardes | Mensuel |
| Vérifier le parallélisme des rouleaux | 6 mois |
| Lubrification des roulements | 6 mois |
| Changement de l'huile hydraulique | Annuellement |
| Étalonnage des capteurs | Annuellement |
Sécurité de la maintenance
- Respecter les procédures de verrouillage du fabricant avant toute opération de maintenance
- Laisser refroidir les composants avant de procéder à l'entretien
- Utiliser des élévateurs appropriés pour les pièces lourdes
- S'assurer que la pression pneumatique est évacuée
- Utiliser les outils appropriés pour éviter les dommages

Conception et gestion de l'outillage de laminage
- L'outillage de laminage se compose de matrices profilées supérieures et inférieures.
- Les plaquettes en carbure offrent une longue durée de vie
- Les matrices progressives plient le profil par étapes
- Systèmes de changement rapide pour des changements d'outils rapides
- Stockage de l'outillage sur des étagères
- Étiquettes RFID pour l'identification des outils
- Outils spécialisés pour les alliages difficiles
Conception du rouleau
- Modélisation et simulation CAO en 3D
- Approche itérative de la conception
- Analyse FEA des niveaux de contrainte
- Validation par la production d'échantillons
Système de gestion des outils
- Stockage organisé avec identification
- Registres informatisés des outils
- Récupération pour la production
- Réaffûtage et remise à neuf
- Suivi des cycles de vie des outils
Considérations relatives à l'achat de profileuses à double étage
L'achat de machines de profilage à double étage nécessite de prendre en compte les éléments suivants :
| Facteurs d'achat | Détails |
|---|---|
| Besoins en matière de production | Types de profilés, volumes, dimensions des feuilles |
| Précision et rapidité des produits | Tolérances, finition de surface, rendement |
| Frais de fonctionnement | Facteurs liés à la main-d'œuvre, à la maintenance et à l'outillage |
| Flexibilité de la production | Changements rapides, potentiel de croissance |
| Espace disponible | Limitations de l'encombrement de la machine |
| Exigences de contrôle | Niveau d'automatisation, interface de données |
| Normes de sécurité | Protection, conformité électromagnétique |
| Réputation du fournisseur | Expérience, installations, service |
| Tarification | Achat, expédition, droits d'importation |
| Garanties | Périodes de couverture, limitations |
Demande de devis
- Préparer l'appel d'offres avec les spécifications des produits requis
- Comparer les configurations de machines et les options d'agencement
- Examiner les options en matière de manutention et d'automatisation
- Considérer les services - formation, installation, pièces de rechange
- Évaluer les fournisseurs en fonction de leur expertise, de leur qualité et de leurs capacités d'assistance
Principaux fournisseurs
Parmi les principaux fabricants de profileuses à double étage, on peut citer
- Entreprises Mazzella
- Formtek
- Machines Samco
- Groupe Bradbury
- Dimeco
- Metform International
- Ingénierie des procédés de fabrication
- Jouanel Industrie
Les prix varient considérablement en fonction des configurations, mais la fourchette typique se situe entre $100 000 et $500 000.
Comparaison des profileuses à un et à deux étages
| Machine | Avantages | Inconvénients |
|---|---|---|
| Phase unique | Un équipement moins coûteux Une mise en page plus simple Profils courts à moyens | Capacité de profilage limitée Précision moindre |
| Double scène | ex formes Haute précision Grandes longueurs de pièces | Taux de production plus lent Coût plus élevé de la machine Empreinte au sol plus importante |
Les rouleaux à double étage ont des capacités étendues pour les profils difficiles, mais leurs coûts d'investissement et d'exploitation sont plus élevés. Les machines à un étage sont avantageuses pour les produits plus simples et plus courts.
Formage par roulage et pliage par presse plieuse
| Méthode de pliage | Pour | Cons |
|---|---|---|
| Forme rouleau | Production en continu Efficacité du travail Qualité constante Faible coût d'outillage | Uniquement les profils linéaires Machine longue Investissement initial fixe |
| Freinage par pression | Courtes séries de production Flexibilité du formage des extrémités Géométrie des pièces en 3D | Fonctionnement par lots Coût élevé de l'outillage Compétences requises pour l'opérateur |
Les pièces formées par laminage excellent dans les longues séries de production, tandis que les presses plieuses permettent une flexibilité dans les lots courts.
Limites et défis du laminage à deux étages
Les limites sont notamment les suivantes :
- Seuls des profils linéaires peuvent être produits
- Matériel long nécessitant une grande installation
- Coût initial élevé de l'investissement
- Dédié à la production en grande série
- La conception et le débogage de l'outillage peuvent prendre beaucoup de temps.
- Ajustements nécessaires pour les changements d'épaisseur et de dureté
Dernières innovations en matière de technologie de formage de rouleaux à double étage
- Actionnement électromécanique pour des mouvements d'outils plus rapides et plus précis
- Servomoteurs pour le contrôle dynamique de la vitesse et de la tension
- Des systèmes d'assistance intelligents pour aider les opérateurs
- Systèmes d'outils à changement rapide
- Correction en ligne de l'arc longitudinal et de la torsion
- Conceptions de sécurité avancées avec des robots de protection
- Systèmes de surveillance et de diagnostic connectés à Internet
- Systèmes de vision pour l'inspection de la qualité et le contrôle adaptatif
- Des cobots guidés par laser pour l'automatisation de la manutention

Produits laminés et applications
Les composants formés par laminage sont omniprésents dans tous les secteurs d'activité :
Construction : Toiture, bardage, pannes, montants, solives de plancher, panneaux muraux, conduits, drainage
L'infrastructure : Garde-corps, passerelles, parpaings, panneaux, enceintes
Automobile : Cadres, pare-chocs, rails, panneaux
Appareils électroménagers : Boîtiers, supports, crémaillères, cadres, étriers
Aérospatiale : Longerons de cadre, supports, raccords, attaches
Mobilier : Pieds, rails, boîtiers, étagères, racks
Emballage : Rails, séparateurs, enceintes, palettes
Solaire : Supports de montage, collecteurs, encadrement
FAQ
Quels sont les avantages du profilage à deux étages ?
Le profilage à deux étages permet d'obtenir des formes plus complexes, une plus grande précision et de meilleures propriétés des matériaux par rapport aux machines à un seul étage. Les deux étages de cintrage permettent une détente plus contrôlée.
Quels sont les éléments à prendre en compte lors de la conception d'un outillage de profilage ?
La conception de l'outillage nécessite une modélisation de haute précision et une analyse FEA pour développer les étapes progressives de la matrice. Les essais sur prototype permettent de valider les performances de l'outillage avant la trempe finale et l'utilisation en production.
Quelle est la durée de vie d'une profileuse ?
Avec un fonctionnement et un entretien adéquats, la durée de vie d'une profileuse à double étage dépasse généralement 20 ans ou plus d'utilisation continue. La robustesse de la construction et de la conception mécanique est un gage de longévité.
Une profileuse à deux étages peut-elle produire des profilés courbes ?
Non, le profilage ne produit que des profilés linéaires puisque le pliage se fait longitudinalement le long d'une trajectoire rectiligne. L'équipement de postformage peut effectuer des courbures transversales ultérieures sur les profilés.
Comment les produits formés par laminage sont-ils coupés à la longueur ?
Les unités de perforation et de coupe à volant situées du côté de la sortie cisaillent automatiquement les profils à la longueur voulue en fonction d'un capteur photo. Le marquage rotatif permet également de pré-encadrer les feuilles en vue d'un découpage manuel.
Quelles sont les précautions à prendre avec les profileuses ?
Les protections, les barrières, les verrouillages, les arrêts d'urgence et le respect des normes préviennent les risques. Le verrouillage avant l'entretien évite les opérations accidentelles. La manipulation correcte des chariots élévateurs à fourche permet d'éviter les dommages et les blessures.
Comment choisir le bon fournisseur pour mon application ?
Tenez compte de la réputation, de l'expérience, de l'expertise en matière de conception, de la qualité et des services lors de la sélection d'un fournisseur de profileuses à double étage. Fournissez des spécifications détaillées pour vos besoins de production.
Conclusion
Grâce à leur capacité à produire des profils complexes et allongés avec une bonne précision, les profileuses à double étage offrent une solution de production de masse efficace pour la fabrication de métaux dans de nombreuses industries. Leur processus automatisé en ligne, leur outillage flexible et leur cintrage incrémentiel permettent de produire en continu des pièces formées d'une longueur pouvant atteindre 10 mètres pour des matériaux légers ou lourds. Lorsqu'ils sont correctement conçus avec des composants de précision et une construction robuste, les profileurs à double étage fournissent des années de service fiable pour former des panneaux de revêtement, des rayonnages, des charpentes structurelles, des boîtiers métalliques, des composants automobiles et d'innombrables profilés dans diverses applications.
en savoir plus Formage de rouleaux
Foire aux questions (FAQ)
1) Comment les profileuses à double étage améliorent-elles la précision des profils par rapport aux machines à simple étage ?
- Deux passes de formage séquentielles répartissent les contraintes et réduisent le retour élastique. Cela permet des tolérances plus serrées sur la torsion, la cambrure et l'arc, en particulier pour les géométries en caisson, en chapeau et en canal fermé.
2) Quand dois-je choisir une formeuse verticale à deux étages plutôt qu'une formeuse horizontale ?
- Choisissez la verticale pour les pièces longues, les gabarits plus lourds et les formes complexes de haute précision. Le banc vertical offre une force de formage plus élevée, un meilleur alignement assisté par la gravité et une intégration plus facile des dispositifs de sortie de grande taille.
3) Quelles sont les conditions de la bobine qui affectent le plus la stabilité dimensionnelle sur les lignes à double étage ?
- Variations de la limite d'élasticité, de la tolérance d'épaisseur et du jeu de bobines résiduelles. Spécifiez les normes de matériaux (par exemple, les tolérances EN 10346/ASTM A653) et utilisez le redressage d'entrée, le contrôle en boucle et le retour d'information par codeur en temps réel.
4) Est-il possible d'ajouter un deuxième étage à une ligne existante à un étage ?
- Réalisable si le cadre de base, les entraînements et les commandes supportent des supports supplémentaires, une alimentation électrique, une commande de boucle et des protections de sécurité. Prévoir un espace supplémentaire pour une fosse de bouclage, la synchronisation des encodeurs et la mise à niveau de l'automate programmable et de l'interface homme-machine.
5) Quels sont les systèmes de coupe à longueur les mieux adaptés au profilage en deux étapes ?
- Cisaille volante servo ou cisaille rotative synchronisée par des encodeurs à haute résolution. Elles maintiennent la vitesse dans la zone de coupe et atteignent ±0,5-1,0 mm sur 6 m avec des réglages optimisés.
2025 Tendances de l'industrie
- Jumeaux numériques intégrés : La conception de laissez-passer virtuels réduit les boucles d'essai et les rebuts sur les profils complexes en deux étapes.
- Vision en ligne pilotée par l'IA : Détecte les ondes de bord, les torsions et les défauts de surface ; permet de régler l'espace entre les rouleaux et le guide d'entrée.
- Optimisation énergétique : Les moteurs IE5 et les variateurs de vitesse régénératifs réduisent l'intensité énergétique (kWh/tonne) 15-25% par rapport aux valeurs de référence de 2022.
- Alléger les matériaux : L'augmentation du nombre de bobines HSLA/AHSS et de bobines prépeintes exige une révision des motifs de fleurs et des finitions des bobines.
- Traçabilité et conformité : Sérialisation bobine-pièce et enregistrement des données EPD via MES/OPC UA.
2025 Critères de performance pour les profileuses à double étage
| Métrique | 2022 Typique | 2025 Meilleur de la classe | Pourquoi c'est important |
|---|---|---|---|
| Vitesse de la ligne (m/min) | 10-20 | 25-45 | Les lignes à deux étages rivalisent désormais avec les vitesses à un étage pour de nombreux profils |
| Temps de changement (min) | 90-180 | 20-40 | Outil à cassette + positionnement automatique du support |
| Tolérance sur la longueur de coupe (mm sur 6 m) | ±2.0 | ±0.6-0.9 | Encodeur laser + cisaille volante servo |
| Torsion (°/m) | ≤1.5 | ≤0.7 | Conception optimisée du passage + correction de la torsion en ligne |
| Intensité énergétique (kWh/tonne) | 150-200 | 105-130 | Moteurs IE5, variateurs de vitesse, lubrification intelligente |
| OEE (%) | 55-65 | 75-85 | Meilleur temps de fonctionnement, changements plus rapides, assurance qualité en ligne |
Sources sélectionnées et lectures complémentaires :
- Le centre de ressources pour les fabricants et les formateurs de rouleaux : https://www.thefabricator.com
- Pratiques NIST MEP-OEE/SMED : https://www.nist.gov/mep
- ISO 50001-Systèmes de management de l'énergie : https://www.iso.org
- EN 10162, EN 10346 ; ASTM A653-Normes matérielles/dimensionnelles : https://standards.iteh.ai, https://www.astm.org
- WorldAutoSteel - Principes fondamentaux du formage de l'acier inoxydable : https://www.worldautosteel.org
Derniers cas de recherche
Étude de cas 1 : Changement automatique sur une ligne de cassettes à double étage (2025)
Contexte : Une usine de produits de construction produisait 12 profilés (0,5-1,0 mm galvanisés) sur une ligne horizontale à deux étages avec des changements de 120-150 minutes.
Solution : Installation d'un outillage pour les rouleaux de cassette, d'un système de positionnement automatique des supports et d'une interface homme-machine pour la gestion des recettes avec des préréglages de l'espace entre les rouleaux basés sur le couple.
Résultats : Le changement de format a été réduit à 32-38 minutes ; le rendement au premier passage est passé de 94,11 TTP3 à 98,61 TTP3 ; l'OEE s'est amélioré, passant de 621 TTP3 à 791 TTP3.
Étude de cas n° 2 : Deux étages verticaux pour l'amélioration des glissières de sécurité de la HSLA (2024)
Contexte : Un fournisseur d'infrastructures est passé de l'acier doux au HSLA 420 pour réduire l'épaisseur de 12% tout en maintenant la rigidité de la poutre sur les glissières de sécurité à poutre en W.
Solution : Adoption d'un formage vertical en deux étapes avec des rouleaux de guidage couronnés, une micro-lubrification et un motif de fleur révisé ; ajout d'une correction de la torsion en ligne et d'un contrôle de la longueur de coupe à deux lasers.
Résultats : Maintien des tolérances dimensionnelles selon la géométrie des pièces EN 1317 ; réduction de la torsion de 48% ; augmentation de la vitesse de la ligne de 16 à 28 m/min ; chute des rebuts de 4,2% à 1,5%.
Avis d'experts
- Daniel Schaeffler, président, Engineering Quality Solutions
Point de vue : "Pour les lignes à deux étages, la planéité de la bobine et la stratégie de lubrification sont aussi importantes que la conception du passage. La gestion des conditions d'entrée minimise l'onde de bord et la cambrure avant qu'elles ne se propagent." - Michael Gill, directeur de l'ingénierie, Bradbury Group
Point de vue : "L'outillage à cassettes et le positionnement automatique des supports transforment la productivité en deux étapes, rendant la production de profils multiples économiquement viable avec des changements de format inférieurs à 40 minutes". - Sarah Clark, directrice technique, Metal Construction Association
Point de vue : "Les spécifications des projets exigent de plus en plus une traçabilité depuis la chaleur de la bobine jusqu'au code-barres de la pièce finie. Les lignes à deux étages intégrées au système MES répondent à la fois aux exigences de conformité et aux attentes des clients en matière d'assurance qualité."
Outils/ressources pratiques
- Conception et simulation de rouleaux : COPRA RF / COPRA FEA RF (https://www.data-m.de), UBECO PROFIL (https://www.ubeco.com), AutoForm (https://www.autoform.com)
- Inspection et métrologie en ligne : Vision Cognex (https://www.cognex.com), déplacement de Keyence/laser (https://www.keyence.com)
- Normes et directives : EN 10162, EN 10346 (https://standards.iteh.ai), ASTM A653 (https://www.astm.org), ISO 12100 et conformité CE (https://www.iso.org)
- Maintenance et fiabilité : GMAO Fiix (https://www.fiixsoftware.com), UpKeep (https://www.upkeep.com)
- Connectivité industrielle : Spécifications et outils OPC UA (https://opcfoundation.org), Ignition SCADA pour l'intégration MES (https://inductiveautomation.com)
Dernière mise à jour : 2025-10-20
Changelog : Ajout de 5 FAQ ciblées sur les profileuses à double étage ; insertion des tendances 2025 avec un tableau de référence des performances ; fourniture de deux études de cas récentes ; inclusion de points de vue d'experts ; mise en valeur d'outils/ressources pratiques avec des liens faisant autorité.
Prochaine date de révision et déclencheurs : 2026-04-15 ou plus tôt si de nouvelles révisions EN/ASTM sont publiées, si les principaux équipementiers proposent des solutions de changement automatique <20 min, ou si les réglementations énergétiques imposent des entraînements IE5/régénératifs pour les lignes de formage.