শেল্ফ কিল রোল ফর্মিং মেশিনগুলি স্ট্রিপ স্টিল ফিডগুলিকে নির্দিষ্ট কোণে অবিরত বাঁকানোর মাধ্যমে বিভিন্ন প্রোফাইলে স্ট্রাকচারাল মেটাল শেল্ফ ব্র্যাকেট এবং সাপোর্ট তৈরি করে। এই নির্দেশিকা কনফিগারেশন, উপাদান, ক্ষমতা, সরবরাহকারী এবং তুলনামূলক মূল্যায়নের একটি সারাংশ প্রদান করে।
শেল্ফ কিল রোল ফর্মিং মেশিন কার্যনীতি
শেল্ফ কিল রোল ফর্মারগুলি একাধিক রোলার ডাই ব্যবহার করে ফেড মেটাল কয়েল স্টককে ধাপে ধাপে ব্র্যাকেট আকারে বাঁকায়:
| প্রক্রিয়া | মোটরযুক্ত ফ্লাওয়ার রোলার দ্বারা প্রগ্রেসিভ ডাই ফর্মে অবিরত বাঁকানো |
| মেটাল স্ট্রিপ | প্রোফাইল আকার দেওয়ার জন্য পরপর রোল স্টেশনের মধ্য দিয়ে ফিড |
| ডাই প্রকার | বৃত্তাকার গোলাকার করা, এমবসিং, প্রি-কাটিং, পাঞ্চিং ইত্যাদি। |
| বাঁকানোর পদ্ধতি | উপরের এবং নিচের রোলারের মধ্যে স্যান্ডউইচড রোটারি বাঁকানো |
| কিল কাটা | নিউম্যাটিক ট্রিমিং ছুরি প্রস্থিত অংশগুলি প্রস্থানমুখে কাটে |
| সাধারণ ধাতু | গরম চ্যাপানো ইস্পাত, ঠান্ডা চ্যাপানো ইস্পাত, স্টেইনলেস স্টিল |
উপকরণের অগ্রগতি, রোলারের গতি এবং কাটার সিঙ্ক্রোনাইজেশন প্রোফাইল গঠনকে নির্ভুল নিয়ন্ত্রণ অ্যাকচুয়েশনের মাধ্যমে সম্ভব করে।

সিস্টেম সরঞ্জাম
| উপাদান | কার্যাবলী |
|---|---|
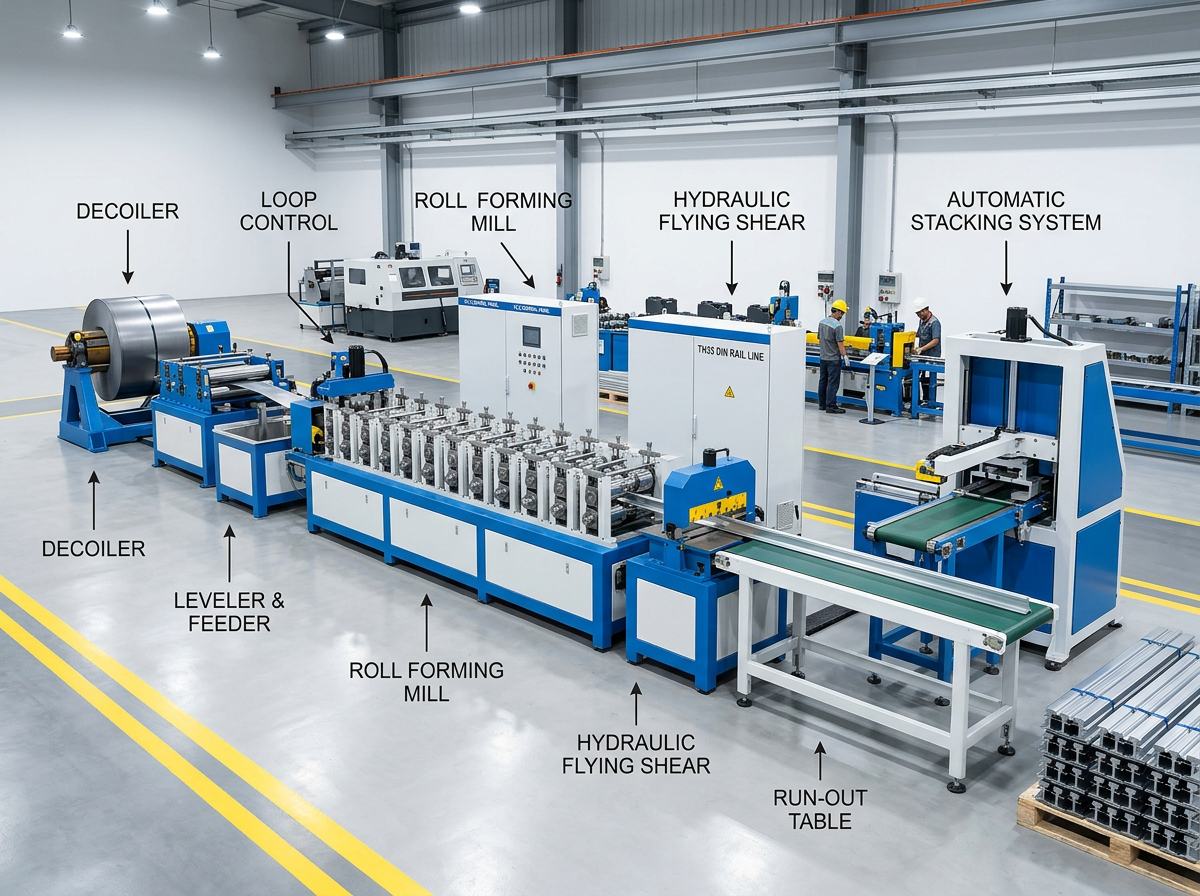
| ডিকয়লার | কাঁচা কয়েল স্টক লাইনে প্রবেশ করায় |
| স্ট্রেইটনার | প্রাথমিক স্ট্রিপ বক্রতা সংশোধন করে |
| ফিড টেবিল | উপকরণের গতি এবং টেনশন নিয়ন্ত্রণ করে |
| টুলিং স্টেশন | ফ্লাওয়ার রোলার ডাইগুলির মাধ্যমে প্রোফাইল প্রদান করে |
| নিয়ন্ত্রণ ব্যবস্থা | অবস্থান নির্ধারণ, অগ্রগতি এবং কাটাকে স্বয়ংক্রিয় করে |
| হাইড্রোলিক্স | বাঁকানোর সময় রোলারের চাপ সামঞ্জস্য করে |
| সমাপ্ত টিউবের জন্য | সমাপ্ত অংশগুলি ধরে |
অতিরিক্ত মডিউল: ছিদ্র স্ট্যাম্পিং, নচিং, অংশ এমবসিং, অফকাট অপসারণ।
উৎপাদন ক্ষমতা
| অংশের প্রস্থ | স্ট্যান্ডার্ড মেশিনের জন্য সর্বোচ্চ ৮০ মিমি |
| পুরুত্বের পরিসীমা | ০.৫ মিমি থেকে ৩ মিমি ধাতু |
| উপকরণ | গরম চ্যাপানো, ঠান্ডা চ্যাপানো, গ্যালভানাইজড এবং স্টেইনলেস ইস্পাত |
| প্রোফাইলের ধরন | হ্যাট চ্যানেল, জি আকৃতি, এল বাঁক, ইউ চ্যানেল |
| সেকেন্ডারি অপারেশন | ছিদ্র স্ট্যাম্পিং, নচিং, স্ট্যাম্পিং, বিডিং |
| অংশের দৈর্ঘ্য | সর্বোচ্চ ২৫০০ মিমি পর্যন্ত সামঞ্জস্যযোগ্য |
সিস্টেম সরবরাহকারী
| প্রতিষ্ঠান | মডেল সিরিজ | খরচের পরিসীমা |
|---|---|---|
| Formtek | ওরিয়ন | $100,000-$450,000 |
| SIPA | CARL150-300 S | $150,000-$550,000 |
| EUROBEND | CRB | $200,000-$650,000 |
| Jinhan | স্নো সিরিজ | $250,000-$750,000 |
উদ্ধৃতি গতি, প্রস্থ ক্ষমতা, অটোমেশনের স্তর এবং গৌণ প্রক্রিয়াকরণের প্রয়োজনীয়তার উপর ভিত্তি করে পরিবর্তিত হয়।
-
 দ্রাক্ষাক্ষেত্র পোস্ট রোল ফর্মিং মেশিন
দ্রাক্ষাক্ষেত্র পোস্ট রোল ফর্মিং মেশিন -
 স্বয়ংক্রিয় আকার পরিবর্তনযোগ্য সিগমা Purlin রোল ফর্মিং মেশিন
স্বয়ংক্রিয় আকার পরিবর্তনযোগ্য সিগমা Purlin রোল ফর্মিং মেশিন -
 পিভি মাউন্টিং বন্ধনী সি শেপ প্রোফাইল রোল ফর্মিং মেশিন
পিভি মাউন্টিং বন্ধনী সি শেপ প্রোফাইল রোল ফর্মিং মেশিন -
 CZ Purlin চ্যানেল কোল্ড রোল ফর্মিং মেশিন সম্পূর্ণ অটো গ্যালভানাইজড স্টিল প্রোফাইল
CZ Purlin চ্যানেল কোল্ড রোল ফর্মিং মেশিন সম্পূর্ণ অটো গ্যালভানাইজড স্টিল প্রোফাইল -
 পিভি মাউন্টিং ব্র্যাকেট রোল ফর্মিং মেশিন (HAT / ওমেগা প্রোফাইল)
পিভি মাউন্টিং ব্র্যাকেট রোল ফর্মিং মেশিন (HAT / ওমেগা প্রোফাইল) -
 পিভি মাউন্টিং বন্ধনী জেড শেপ প্রোফাইল রোল ফর্মিং মেশিন
পিভি মাউন্টিং বন্ধনী জেড শেপ প্রোফাইল রোল ফর্মিং মেশিন
অপারেশন এবং রক্ষণাবেক্ষণ
| কার্যক্রম | বর্ণনা | ফ্রিকোয়েন্সি |
|---|---|---|
| ডিকয়লার পরিদর্শন | স্ট্রিপের সারিবদ্ধতা এবং টেনশন পরীক্ষা করুন | কয়েলের শুরু |
| বিয়ারিং লুব্রিকেশন | গ্রিজ চাবি বিয়ারিং পয়েন্টগুলি | মাসিক |
| হাইড্রোলিক পরিদর্শন | তরল, সিলিন্ডার, ভালভ এবং সীল পরীক্ষা করুন | ৬ মাস |
| টুলিং পরিদর্শন | রোলার ডাইয়ের অবস্থা যাচাই করুন | বার্ষিক |
| নিয়ন্ত্রণ ডায়াগনস্টিক্স | সেন্সর, অ্যাকচুয়েটর এবং ক্রম যাচাই করুন | প্রয়োজন অনুসারে |
প্রোকটিভ প্রতিরোধমূলক রক্ষণাবেক্ষণ উপরের সময়কালের উৎপাদনশীলতা বাড়ায় এবং বন্ধন কমায়। অতিরিক্ত চাবি টুলিং স্টকে রাখুন।
নির্বাচনের বিবেচনা
| কারণ | নির্দেশিকা |
|---|---|
| ভলিউম থ্রুপুট | দৈনিক উৎপাদন লক্ষ্যমাত্রার জন্য উপযুক্ত আকার নির্বাচন করুন |
| উপকরণের স্পেসিফিকেশন | কাঙ্ক্ষিত ধাতুর ধরন, প্রস্থ এবং পুরুত্ব সমর্থন করুন |
| প্রোফাইলের জটিলতা | চেঞ্জওভার সময়ের সাথে গৌণ অপারেশনের ভারসাম্য রক্ষা করুন |
| সফটওয়্যার ক্ষমতা | ভবিষ্যতের প্রোফাইল প্রোগ্রামিংয়ের জন্য নমনীয়তা |
| ফ্রেমের কঠোরতা | ভারী ফ্রেমগুলি কঠোর টলারেন্স ধরে রাখে |
| সম্প্রসারণযোগ্যতা | অনুমানিত ভলিউম বৃদ্ধির জন্য পরিকল্পনা করুন |
| খ্যাতি এবং সমর্থন | রেফারেন্স সংগ্রহ করুন এবং স্থানীয় সেবা নিশ্চিত করুন |
পরবর্তীতে ব্যয়বহুল পরিবর্তন এড়াতে প্রয়োজনীয়তার বিরুদ্ধে স্পেসিফিকেশনগুলি যত্নশীলভাবে মূল্যায়ন করুন।
মূল নির্যাসসমূহ
- অবিরত রোল ফর্মিং দক্ষতা উচ্চ ভলিউম শেল্ফ ব্র্যাকেট উৎপাদনের জন্য আদর্শ
- ছিদ্র স্ট্যাম্পিংয়ের মতো গৌণ অপারেশন সীমিত প্রোফাইল বৈচিত্র্য সহজ করে
- ডাউনটাইমের ঝুঁকি কমাতে সমান্তরাল লাইন প্রস্তাবিত

প্রায়শই জিজ্ঞাসিত প্রশ্ন (এফএকিউ)
প্রশ্ন: শেল্ফ ব্র্যাকেটে কোন ধরনের ইস্পাত রোল ফর্ম করা যায়?
উত্তর: গরম চ্যাপানো ইস্পাত, ঠান্ডা চ্যাপানো ইস্পাত, গ্যালভানাইজড ইস্পাত এবং স্টেইনলেস ইস্পাত সাধারণত স্ট্রাকচারাল শেল্ফ কিল এবং ব্র্যাকেটে গঠিত হয়।
প্রশ্ন: রোল ফর্ম করা শেল্ফ অংশে কোন টলারেন্স ধরে রাখা হয়?
উত্তর: শেল্ফ কিল সাধারণত দৈর্ঘ্য, প্রস্থ, ছিদ্রের অবস্থান এবং সোজাসুজি ভাবে মেশিনের কঠোরতা, নিয়ন্ত্রণ ক্ষমতা এবং পরিধারণার উপর ভিত্তি করে +/- ০.৫ মিমি টলারেন্স প্রয়োজন।
প্রশ্ন: সমাপ্ত ব্র্যাকেটে ছিদ্র এবং নচ কীভাবে তৈরি করা হয়?
উত্তর: মডুলার ছিদ্র পাঞ্চ এবং নচ কাটার স্টেশনগুলি পরপরের রোলার ডাই ফর্মিং লাইন স্টেজে একীভূত হতে পারে যা গৌণ পিয়ার্সিং অপারেশন সক্ষম করে।
প্রশ্ন: রোল ফর্ম করা শেল্ফ ব্র্যাকেট পাউডার কোটেড করা যায়?
উত্তর: হ্যাঁ, ইনলাইন পাউডার কোটিং স্টেশন বা গৌণ কোটিং লাইনগুলি রোল ফর্ম করা ইস্পাত ব্র্যাকেটে স্থায়ী সজ্জাসংক্রান্ত এবং সুরক্ষামূলক ফিনিশ প্রদান করে।